
Расчет звездочки цепной передачи по шагу цепи
Люди начали использовать зубчатые передачи еще в античности. Идея передавать момент вращения не при непосредственном контакте двух зубчатых колес, а на большое расстояние с помощью бесконечной цепи принадлежит гениальному художнику и изобретателю Леонардо да Винчи.

На практике такие приводы были реализованы в начале 19 века. Чтобы механизм работал эффективно, необходим точный расчет всех ее элементов, а прежде всего — звездочек.

Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:

- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.


При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.

Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия — как наплавка металлов, так и напыление тефлонового слоя.
Источник
Расчет звездочки цепной передачи
Опубликовано 06 Авг 2016
Рубрика: Механика | 52 комментария
 До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба.
До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба.
. при обработке дисковой фрезой теоретическому профилю необходимо для каждого числа зубьев звездочки изготовить «свою» фрезу. Производство огромной номенклатуры дорогостоящих фрез экономически нецелесообразно, и для цепи одного типоразмера стали делать 5 фрез, как некий компромисс между точностью получаемого профиля и стоимостью.
Сегодня на станках плазменной, лазерной, электроэрозионной, гидроабразивной резки с ЧПУ, фрезерных с ЧПУ можно изготавливать без специального дорогостоящего инструмента звездочки цепных передач с профилями зубьев точно соответствующими теории. Это, безусловно, положительно сказывается на износостойкости и цепи и зубьев при эксплуатации передачи.
При создании управляющей программы для изготовления профилей зубьев звездочки цепной передачи в большинстве случаев необходимо получить или сделать dxf-файл с чертежом контура детали в натуральную величину (в масштабе 1:1).
Современные CAD-программы для конструкторов-механиков решают эту задачу за «пару кликов мышью». Представленный далее геометрический расчет звездочки цепной передачи в Excel покажет – «как они это делают» и поможет сделать чертеж тем, у кого нет этих дорогостоящих CAD-программ.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.

Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ = t / d1
10. K =f( λ )
при λ ≤1,5 K =0,480
при 1,5 λ ≤1,6 K =0,532
при 1,6 λ ≤1,7 K =0,555
при 1,7 λ ≤1,8 K =0,575
при λ >1,8 K =0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить. ) Однако, ошибка не критическая. Во многих источниках K =0,5 вне зависимости от значения λ .
11. γ =180/ z
12. De = t *( K +1/tg ( γ ))
13. dд = t /sin( γ )
14 . Di = dд -2* r
15 . e /2=0,015* t
В точных кинематических реверсивных передачах следует назначить e =0.
16. r =0,5025* d1 +0,05
17. α =55-60/ z
18. r1 =0,8* d1 + r
19. β =18-56/ z
20. FG = d1 *(1,24*sin( φ ) — 0,8*sin( β ))
21. φ =17-64/ z
22. r2 = d1 *(1,24*cos ( φ )+0,8*cos ( β ) -1,3025) -0,05
23. bn =f ( b1 )
при n =1 bn =0,93* b1 -0,15
при n =2 и n =3 bn =0,90* b1 -0,15
при n =4 bn =0,86* b1 -0,3
24. Bn =( n -1)* A + bn
25. Dc = t *1/tg ( γ ) -1,3* h
26. r3 =1,7* d1
27. h3 =0,8* d1
28. r4 =f ( t )
при t ≤35 r4 =1,6
при t >35 r4 =2,5
Алгоритм построения профиля зуба:
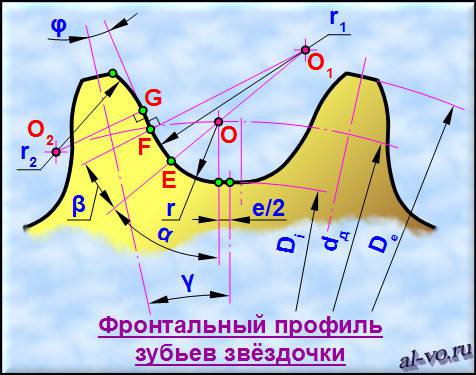
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De ; делительную, с диаметром dд ; и впадин, с диаметром Di .
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e /2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α .
5. На продолжении отрезка EO находим точку O1 (EO1= r1 ) и проводим дугу радиусом r1 на угол β .
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2= r2 ) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
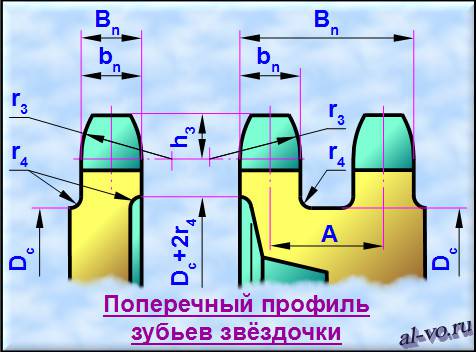
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc . Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Заключение.
Расчет звездочки цепной передачи был выполнен в разрезе определения геометрических размеров профиля зубьев, достаточных для выполнения чертежа венца. Допуски на изготовление звездочки следует назначать по Таблице 3 ГОСТ591-69. В справочном приложении к этому ГОСТу есть обширные таблицы с рассчитанными параметрами звездочек для конкретных марок цепей. Часть данных из этих таблиц вы можете использовать для проверки выдаваемых программой в Excel результатов.
Источник