
Способ калибровки цепей
Изобретение относится к обра ботке металлов давлением и предка- , .значено для калибровки и испытания грузовых, высокопрочных, якорных и других видов цепей (Ц). Цель изобретения — повышение точности и производительности калибровки. После протягивания Ц в цепекалИбровочном автомате на шаг отрезок Ц (звено 8) с помощью захвата 9 фиксируется. При этом образуются два самостоятельных участка Ц, расположенных по разные стороны среднего зафиксированного звена 8. Далее при рабочем ходе кареток 4,7, оснащенных самоустанавливающимися захватами 2,3,5,6, крайние звенья участков попадают в захваты. При дальнейшем перемещении кареток каждьй отрезок Ц калибруется независимо один от другого. Это позволяет .уменьшить число звеньев в каждом деленном отрезке Ц и одновременно калибровать в противоположных направ- . лениях два самостоятельных участ1<а Ц. 2 ил. СЛ С ю 77, 75 13 П 7« 1Z 75
А1 (19) (11) ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А ВТОРСН0МУ СВИДЕТЕЛЬСТВУ Г
ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ (21) 3972601/25-27 (22) 10. 11.85 (46) 30.07.87. Бюл. У 28 (71) Ростовский научно-исследовательский инсТитут технологии машиностроения (72) В.M. Егоров, В.В..Ефимов, Ш.P. Вартанян, А.П. Химач и M.Â. Лупей (53) 621.982.47(088.8) (56) Авторское свидетельство СССР
Ф 732067, кл. В 2 1 L 15/00, 1980. (54) СПОСОБ КАЛИБРОВКИ ЦЕПЕЙ (57) Изобретение относится к обра: ботке металлов давлением и предна-, .значено для калибровки и испытания грузовых, высокопрочных, якорных и других видов цепей (Ц). Цель изобретения — повышение точности и про(51)4 В 2 D.З 2 В 2 1 /О изводительности калибровки. После протягивания Ц в цепекалибровочном автомате на шаг отрезок Ц (звено 8) с помощью захвата 9 фиксируется. При этом образуются два самостоятельных участка Ц, расположенных по разные стороны среднего зафиксированного звена 8. Далее при рабочем ходе кареток 4,7, оснащенных самоустанавливающимися захватами 2,3,5,6, крайние звенья участков попадают в захваты.
При дальнейшем перемещении кареток каждый отрезок Ц калибруется независимо один от другого. Это позволяет уменьшить число звеньев в каждом деленном отрезке Ц и одновременно ка9 либровать в противоположных направлениях два самостоятельных участка Ц.
Изобретение относится к обработке металлов давлением и предназначено для калибровки грузовых высокопрочных якорных и других видов цепей и испытания их растяжением.
Цель изобретения — повышение точности калибровки и производительности.
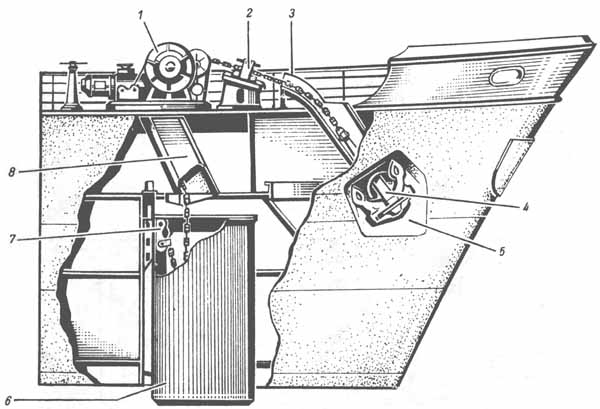
На фиг. 1 схематически показано ис» ходное состояние захватных рабочих 10 органов до момента вытяжки цепи (т.е. момент фиксирования центрального звена цепи с делением отрезка цепи на два самостоятельно вытягиваемых отрезка), вид в плане, на фиг., 2 — схе- 15 матично показан момент одновременной вытяжки (калибровки) 2-х поделенных отрезков, Цепь 1 предварите3. ьно пропускают через разведенные парные захваты 2,3, zg установленные на левой подвижной каретке 4, и захваты 5,6, установленные на правой подвижной каретке 7 (фиг.1) механизмом перемещения цепи (не показан). После окончания перемещения .цепи на шаг в отрезке цепи, в его средйей части, производят фиксацию среднего звена 8 захватом 9, при этом образуется два равных самостоятельно вытягиваемых участка цепи, расположен. З0 ных по разные стороны от линии 0-0 (фиг. 1). В дальнейшем дается команда на поворот управляемых парных захватов 2„3,5,6, которые под действием силы 1, (фиг,2) поворачиваются вокруг З осей 10-13. Одновременно с поворотом захватов 2,3,5,6 осуществляется перемещение левой и правой кареток 4,7 в противоположных направлениях под дейI ствием сил P . При перемещении каре- 40 ток 4,7 в направлениях, противоположных направлению от фиксированного зве. на 8 или линии 0-0 к концам крайних звеньев, осуществляется самоустановка и заклинивание захватов 2,3,5,6 на контуре крайних звеньев поделенного отрезка, в результате этого дальнейший поворот захватов 2,3,5,6 ограничивается упорами 14-17 подвижных кареток и участки цепи вытягиваются на установленный размер.
При способе калибровки цепей повышается точность калибрования цепей, так как фиксирует отрезок цепи за центральное звено и калибруют отрезок цепи во взаимно противоположных направлениях относительно центрального звена.
Пример. Калибруют тяговые цепи СК 9х27 но ГОСТ 2319-81 в количестве 10 мотков, длиной 50 метров из стали 23Г2А.
Заготовки представляют собой мотки цепей после сварки с размерами звеньев 9х26,6(+ 0,3) . Мотки цепи после сварки устанавливают на размоточную катушку автомата, и отрезок цепи после протягивания на шаг фиксируют в его средней: части, при этом образуется два независимо калибруемых участка цепи, расположенных по разные стороны от фиксируемого звена.
Затем к каждому участку цепи прикладывается калибровочное усилие во взаимно противоположных направлениях.
По сравнению с прототипом способ позволяет повысить точность калибрования звеньев по шагу íà 20Х как в самом калибруемом отрезке, так и между отрезками за счет перераспределения степени деформации с одного отрезка на два независимо калибруемых участка
Способ калибровки цепей, при котором цепь протягивают в продольном направлении на позицию обработки,фиксируют в захватах отрезок цепи и калибруют этот отрезок растяжением за его концы, отличающийся тем, что, с целью повышения точности калибровки и производительности, пе ред растяжением жестко фиксируют звено цепи, расположенное на равном расстоянии от концов отрезка.
Составитель Н. Чернилевская
Техред А.Кравчук Корректор M. Пожо
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, r. Ужгород, ул, Проектная, 4
Источник
Калибровка якорной цепи как

Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 03.11.2018
Откуда: Белгород
Сообщений: 2189
В друзьях у: 2
Голосов: 120 / 63
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0

Пользователь
Регистрация: 27.01.2016
Откуда: г. Кунгур, Пермский край
Сообщений: 1447
В друзьях у: 6
Голосов: 240 / 3
Пользователь
Регистрация: 18.06.2018
Сообщений: 292
В друзьях у: 0
Голосов: 57 / 3
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0

Пользователь
Регистрация: 11.02.2006
Откуда: Беларусь
Сообщений: 323
В друзьях у: 13
Голосов: 17 / 1
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 03.11.2018
Откуда: Белгород
Сообщений: 2189
В друзьях у: 2
Голосов: 120 / 63
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 03.11.2018
Откуда: Белгород
Сообщений: 2189
В друзьях у: 2
Голосов: 120 / 63
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 03.11.2018
Откуда: Белгород
Сообщений: 2189
В друзьях у: 2
Голосов: 120 / 63
Пользователь
Регистрация: 11.01.2019
Сообщений: 10
В друзьях у: 0
Голосов: 0 / 0
Пользователь
Регистрация: 03.11.2018
Откуда: Белгород
Сообщений: 2189
В друзьях у: 2
Голосов: 120 / 63
Источник
Правила технической эксплуатации якорного устройства
 Якоря и якорные цепи перед установкой на судне предъявляются Инспекции Регистра для осмотра и испытания.
Якоря и якорные цепи перед установкой на судне предъявляются Инспекции Регистра для осмотра и испытания.
После испытания на них ставится клеймо, а на судно передаются сертификаты об испытании.
Раз в 2 года якорные цепи должны предъявляться Инспекции Регистра для освидетельствования. Якорное устройство должно содержаться в исправном состоянии, быть всегда готовым к действию и обеспечивать быструю отдачу и подъем якорей, а также надежную стоянку судна на якоре. Перед каждым выходом судна в море, а также при подходах к месту якорной стоянки, к узкостям и т. п. необходимо проверять состояние якорного устройства.
В постоянном контроле и тщательном уходе нуждаются прежде всего якорные цепи. Для защиты от коррозии их окрашивают. При съемках с якоря необходимо следить за состоянием лакокрасочного покрытия цепей и при повреждении восстанавливать его. Якорные цепи должны укладываться в цепной ящик чистыми, поэтому при подъеме якорей их окатывают водой под напором.
Не реже 1 раза в год при очередном ремонте или доковании судна якорные цепи выкатывают из цепных ящиков , очищают от ржавчины и старой непрочно держащейся краски и детально осматривают.
Смычки якорной цепи, содержащие звенья со значительным износом, с трещинами, ослабевшими или выпавшими контрфорсами, подлежат заводскому ремонту, а смычки, имеющие износ сверх установленных норм, — замене.
В связи с тем что расположенные ближе к якорю смычки цепи изнашиваются быстрее других, допустимо по согласованию с Инспекцией Регистра поменять местами первую и последнюю смычки или перевернуть всю якорную цепь.
Соединительные и якорные скобы разбирают, очищают от ржавчины и смазывают. Очищают от старой краски и ржавчины вертлюги, смазывают их трущиеся части. После осмотра и устранения обнаруженных дефектов якорные цепи и якоря предъявляют инспектору Регистра, после чего их окрашивают заново и маркируют смычки цепи.
Если вся якорная цепь будет перевернута коренным концом к якорю, а ходовым — к набору корпуса судна, необходимо все соединительные скобы переставить так, чтобы они стояли спинками к якорю. Переставлять патентованные соединительные звенья не требуется.
Выбирая якорную цепь при съемке с якоря , надо внимательно осматривать соединительные скобы, обращая внимание на наличие и состояние свинцовых пробок. Отсутствие пробки или ее выступание из гнезда свидетельствует о том, что шпилька скобы сдвинута.
В этом случае надо забить шпильку до места и поставить новую свинцовую пробку. При первой возможности следует осматривать якорные скобы, так как при ударах о каменистый грунт у них может произойти сдвиг штыря.
При выкатанных на причал или палубу якорных цепях цепные ящики очищают от старой краски, ржавчины и окрашивают заново. Окраску производят по одному слою фосфатирующего грунта ВЛ-02 четырьмя слоями эпоксидной эмали ЭП-755.
Из цепных ящиков необходимо регулярно откачивать за борт воду. При осмотре ящиков надо обращать особое внимание на состояние глаголь-гаков и деталей крепления коренного конца якорь-цепи к корпусу судна.
Стопоры якорных цепей всегда должны быть очищены от грязи и ржавчины. Винтовые шпиндели винтовых стопоров, глаголь-гаки и талрепы цепных стопоров — расхожены и смазаны, а сами цепи — окрашены.
Периодически надо проверять надежность крепления обухов стопоров к палубе. Ленточные стопоры должны надежно стопорить и освобождать звездочки брашпиля, последние должны легко и быстро сообщаться и разобщаться с главным валом.
Приводы устройства для отдачи коренных концов якорных цепей должны быть расхожены и смазаны в трущихся частях. Необходимо периодически подкрашивать клюзы, предварительно очистив их от грязи, ржавчины и непрочно держащейся краски.
На длительные переходы судна якорные клюзы рекомендуется закрывать металлическими задвижками — клюз-саками, а палубные — парусиновыми чехлами во избежание приема через них больших масс воды на палубу и в цепные ящики. При продолжительных переходах в штормовых условиях палубные клюзы забивают деревянными клиньями с ветошью и заливают цементным раствором.
Запрещается выпускать судно в плавание при:
отсутствии в клюзах хотя бы одного станового якоря;
отсутствии двух смычек и более на одной якорной цепи;
отсутствии установленных клейм на якорях, смычках цепей, соединительных и якорных скобах, вертлюгах и глаголь-гаках, а также при отсутствии сертификатов на эти изделия;
наличии трещин в звеньях или скобах, отсутствии контрфорсов более чем у 10% звеньев какой-либо смычки;
износе звеньев якорной цепи на величину более 10% от первоначального диаметра;
проскакивании звеньев якорной цепи на звездочке барабана при отдаче и подъеме якоря;
неисправности ленточных стопоров;
неисправности в устройстве для разобщения цепных барабанов;
неисправности брашпиля, препятствующей отдаче и подъему якорей.
При ежегодном возобновлении документов на право плавания якорное устройство в целом предъявляется Инспекции Регистра для испытания в действии.
Источник